パイプ曲げ加工とは、パイプ(鋼管)を用途に適した角度に曲げ、構造物などに利用する技術です。加熱したパイプをゲージに合わせて曲げていく「手曲げ」と呼ばれる方法で曲げていた時代もありましたが、現在では設備を使用した「機械曲げ」がほとんどです。NC制御のベンダー設備を使用することで複雑な連続曲げも行えます。
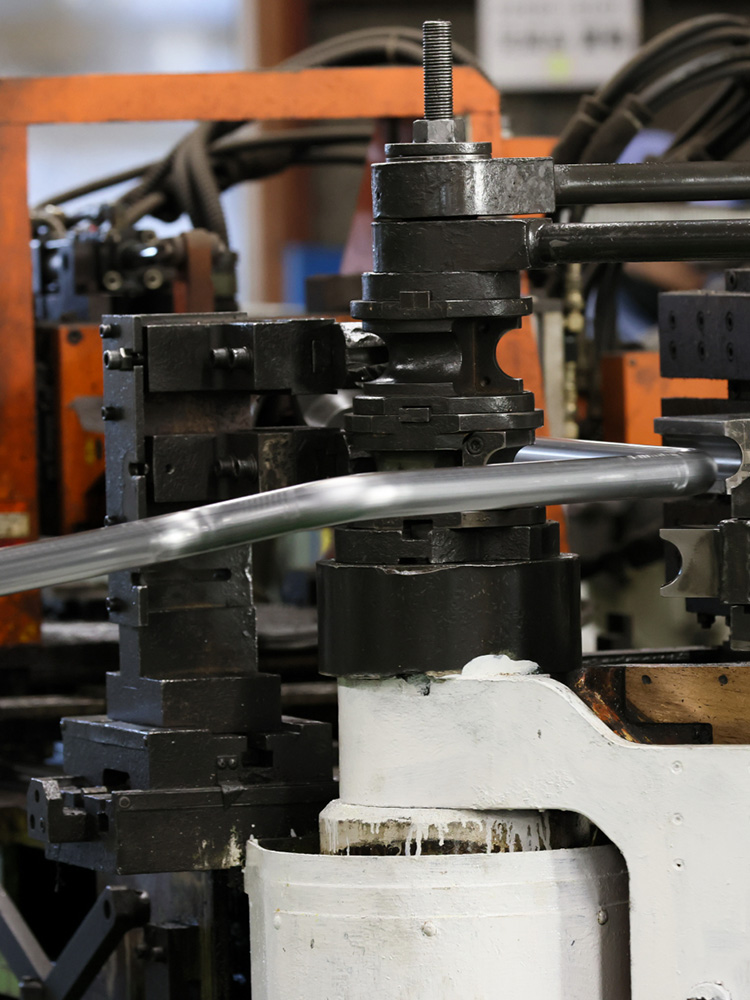
パイプをクランプで掴み引っ張りながら曲げる工法になります。掴みながら曲げることにより精度の高い曲げ加工ができます。弊社の得意とする工法になり一般的にはパイプ径の2倍~6倍の曲げRを対象とする工法になりますが、弊社のノウハウで極小R(1.0倍~1.5倍)の加工までできます。
パイプ両端を保持し、曲げたい箇所に金型を当てて曲げる工法になります。
加工スピードが速いメリットがありますが、曲げた箇所の扁平が大きくなるデメリットもあります。
オーソドックスな加工機です。パイプを1回のみ曲げる加工時に用いられることが多く、複数の曲げが必要となる場合には他の加工機を使います。
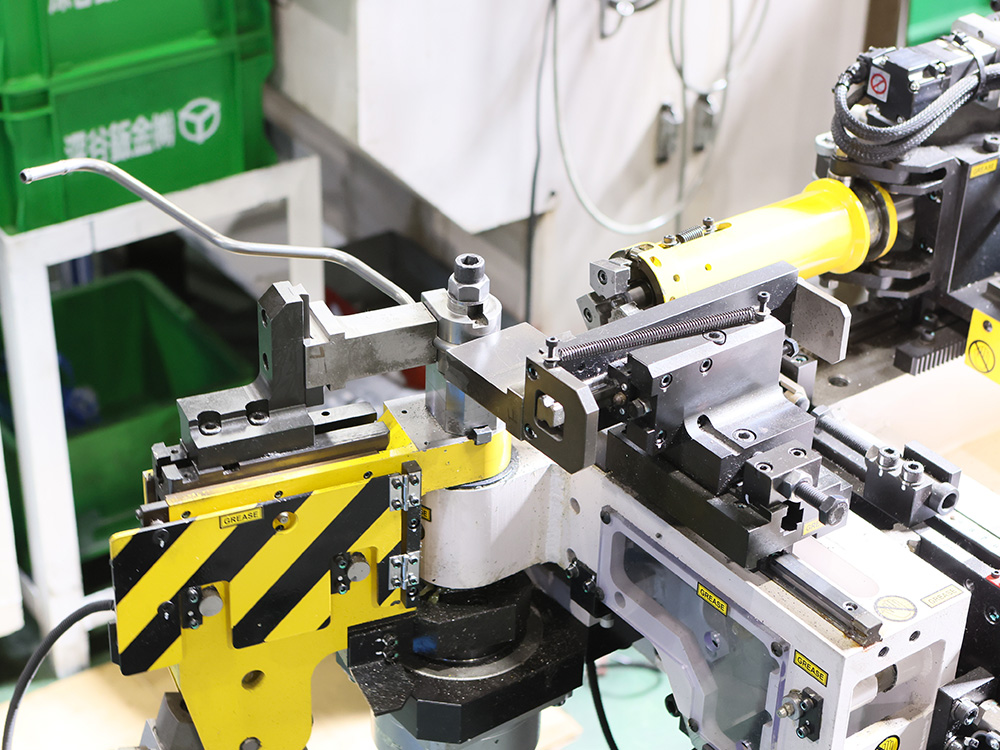
入力した数値どおりに加工を行うNC制御により、複数の曲げ加工を半自動で連続して行うことが可能です。
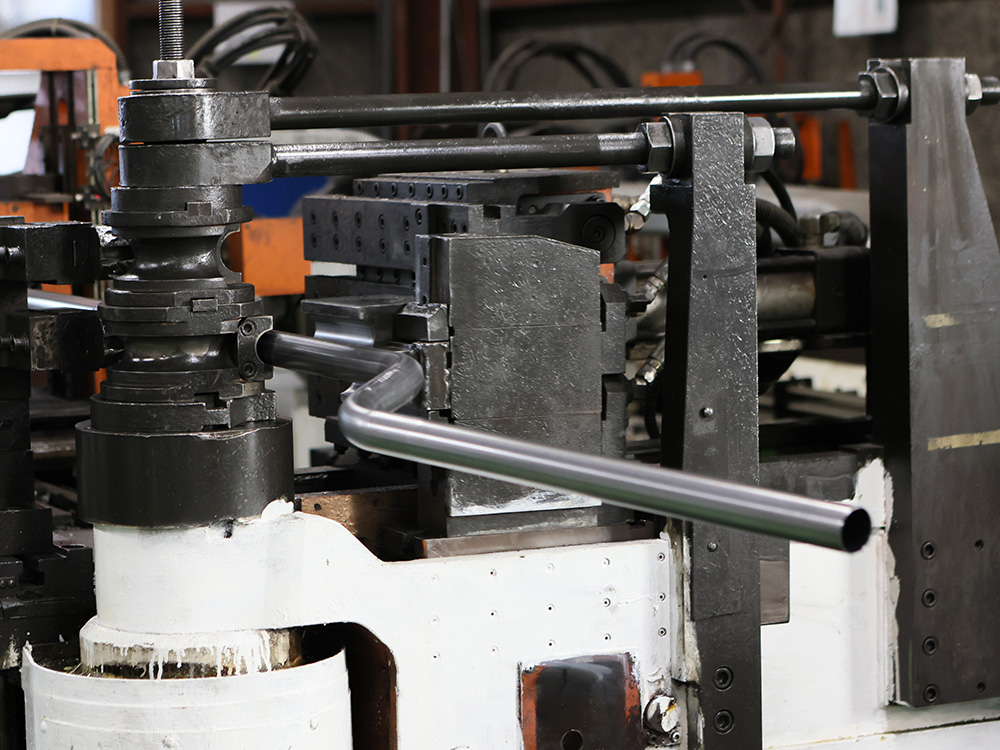
パイプを曲げる際に、後ろからパイプを押す方式の加工機です。板の減肉や割れを抑えることが可能です。
パイプを金型(ロール型)に押し付けることで、型に沿った半径で曲がります。パイプ径と曲げたい半径の金型との組み合わせが必要となります。
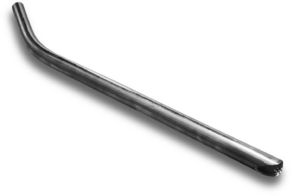
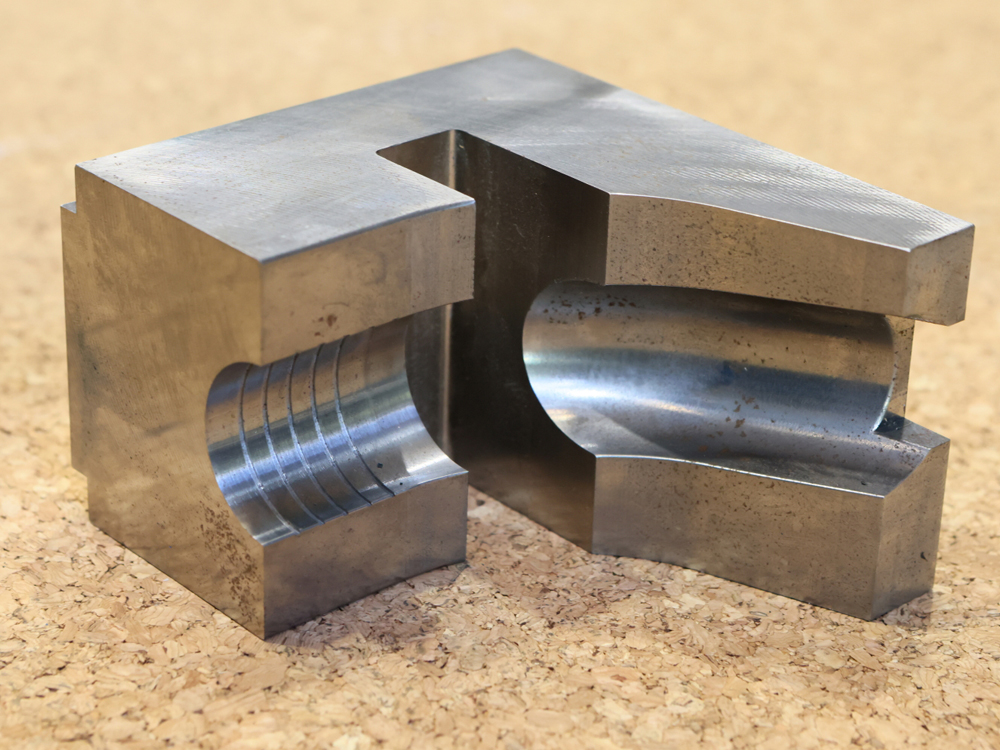
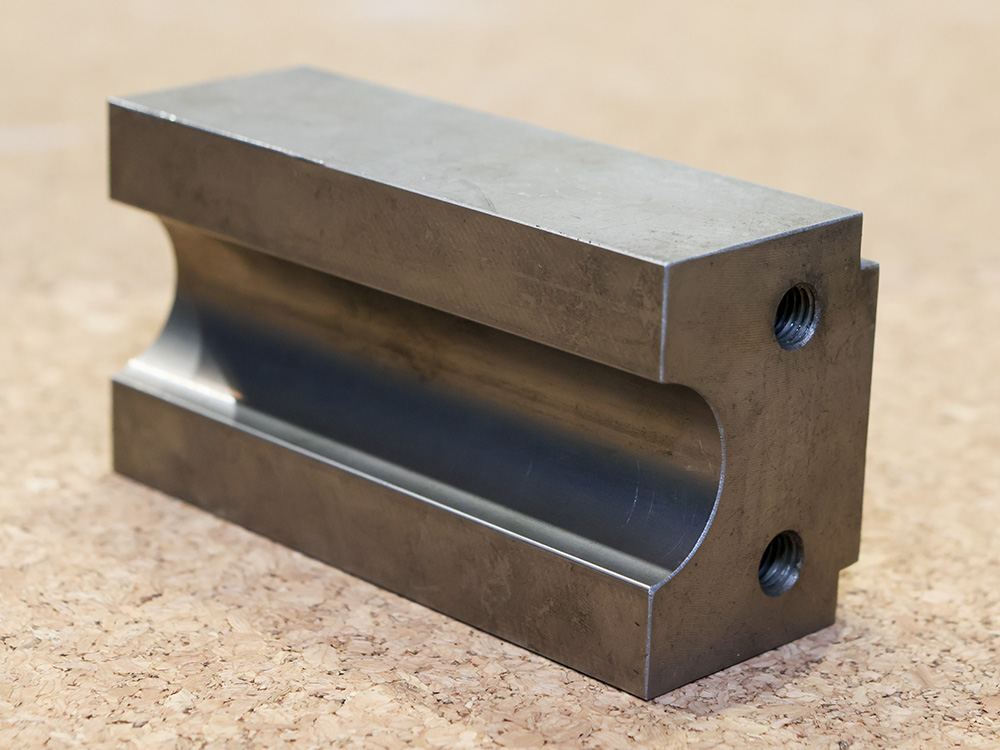
パイプを挟んで固定し、設定角度まで引っ張ります。パイプ径や挟み込む部分の形状に合った型を使用します。ストレート・Rクランプ・溝付きなどの形状があり、滑り止め処理をしているものもあります。
パイプをロール型に押し付けることで、型に沿った形状に加工します。型に押し付けることでシワの発生も抑制します。パイプ径ごとに必要です。
パイプがつぶれないよう内側から保持します。ボールマンドレルやプラグマンドレルなどがあります。パイプ内径と曲げ半径ごとに必要です。
材料をしごくことで、材料が圧縮されて内側に折れ込むのを抑えます。シワがよるのを防ぐ効果がありあます。パイプ径と曲げ半径ごとに必要です。
パイプの後端を保持し、曲げ位置に移動させます。指定されたヒネリ位置への回転など、移動のための金型です。パイプ径ごとに必要です。
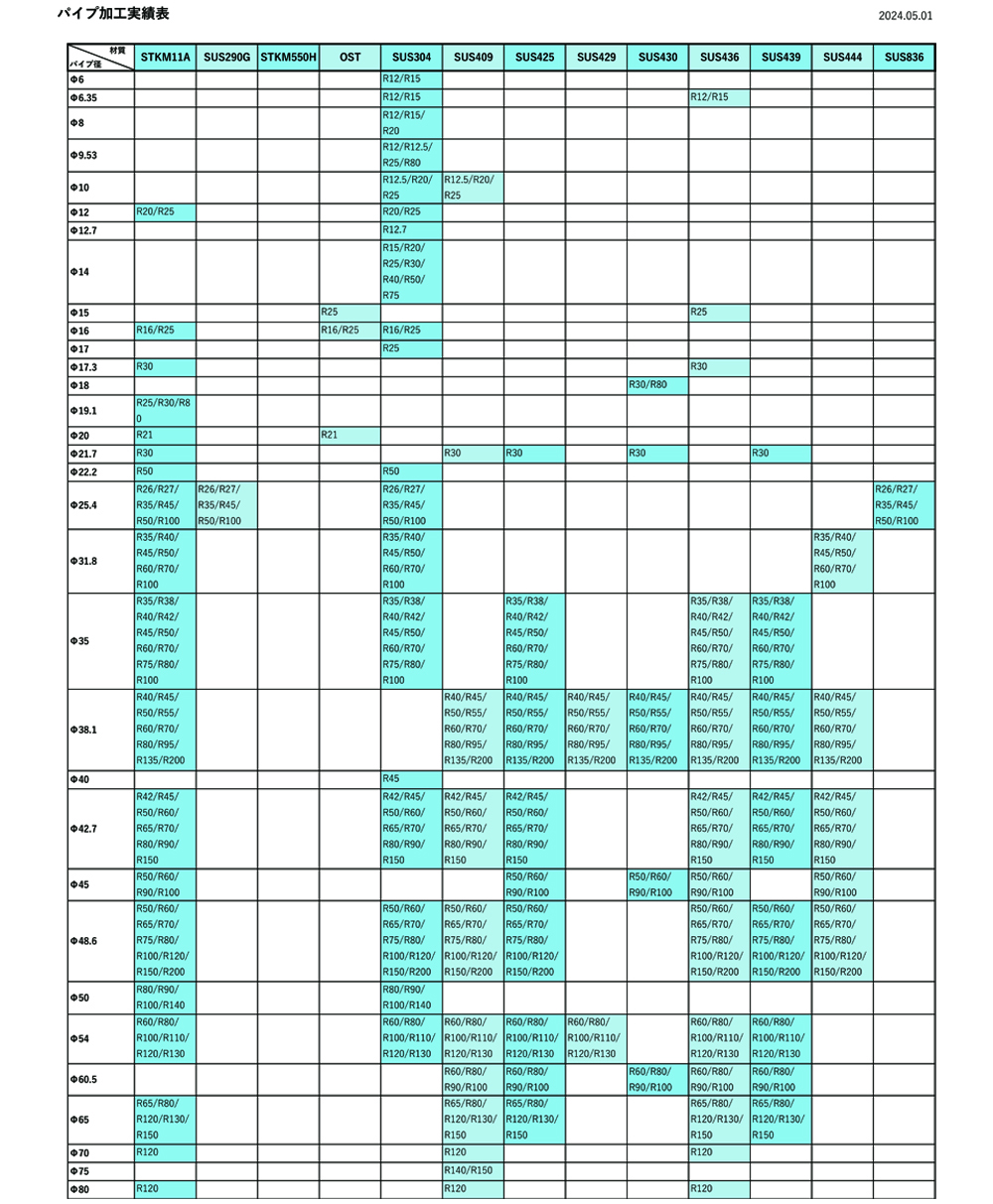
弊社で行った曲げ加工一覧です。ご依頼をご検討の方は、下記のPDFをダウンロードしてご覧ください。
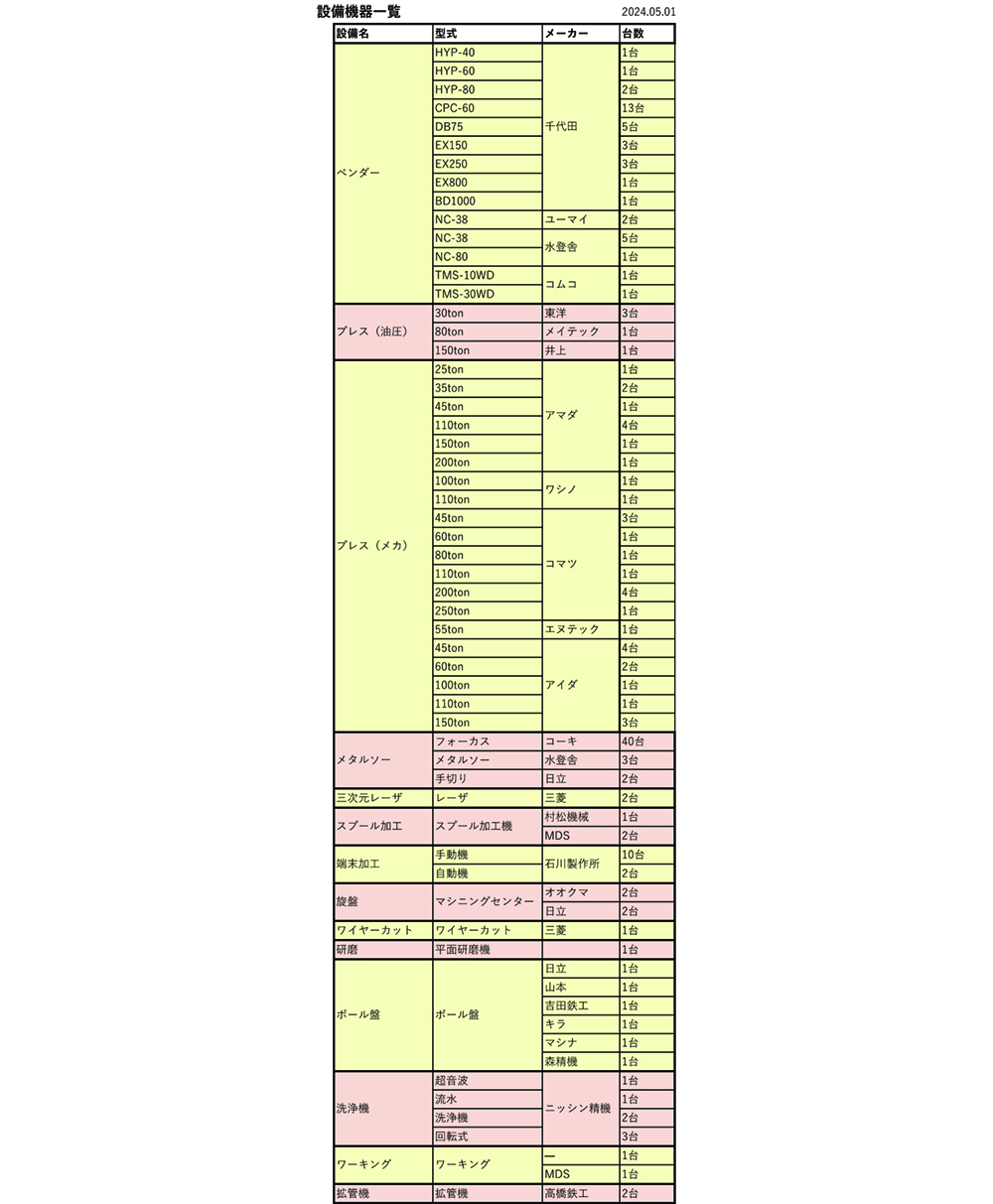
弊社で所有している機器一覧表です。ご依頼をご検討の方は、下記のPDFをダウンロードしてご覧ください。